
These two responsibilities are often treated as the same wire. They are not.
Protective Earthing and Functional Earthing — Both, Done Right
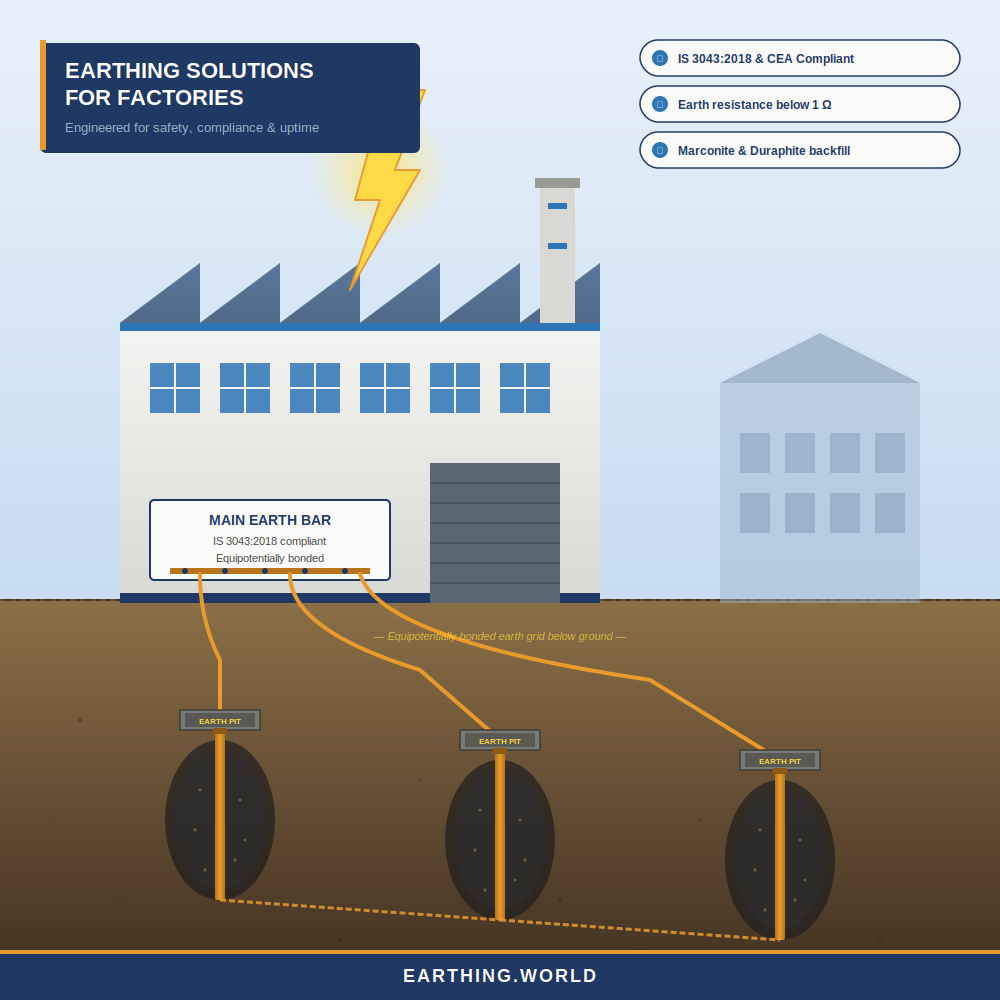
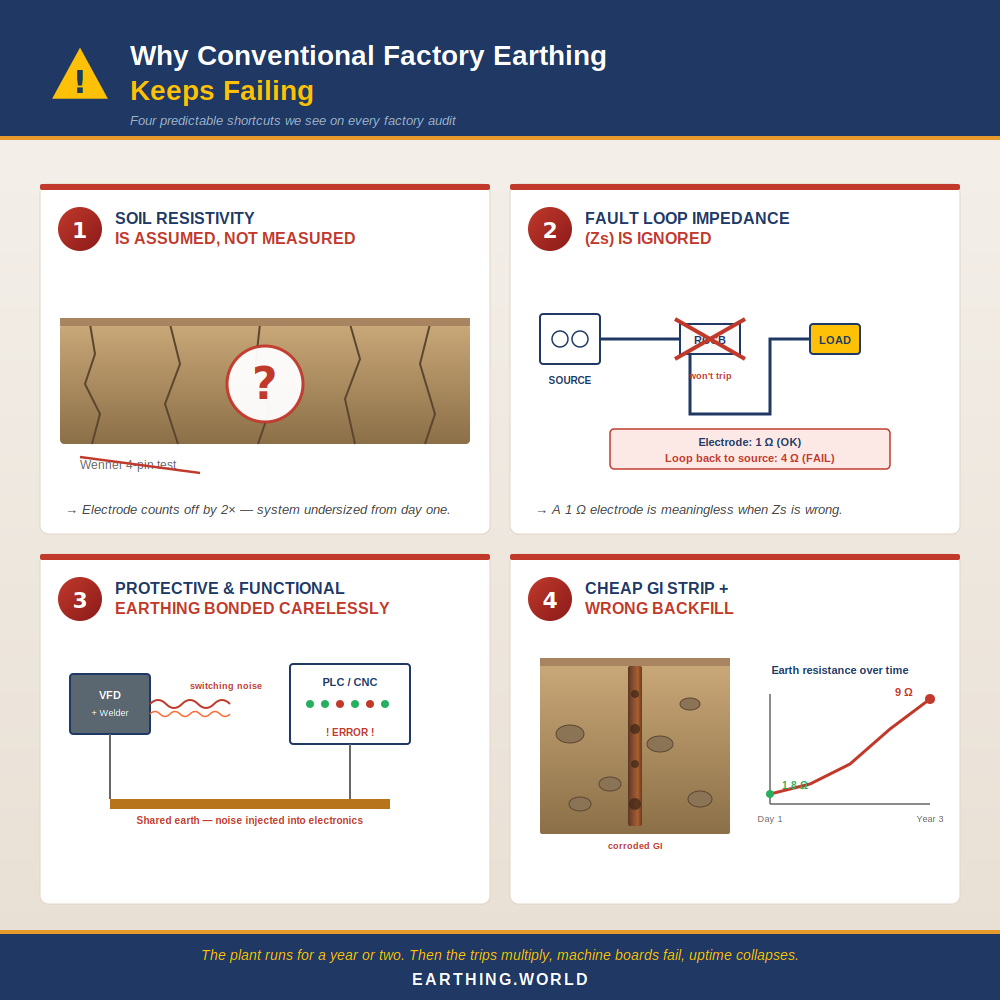
Protective Earthing: Carries fault current safely to ground. It exists to keep touch voltage on exposed conductive parts within the safe limits defined in IS 3043:2018 Clause 10, and to drive enough current through the fault loop that the protective device (MCB, MCCB, RCCB, or ELR) operates inside its disconnection time. The design parameter that matters is fault loop impedance (Zs) — not a single resistance number in isolation.
Functional earthing: Holds the reference potential of sensitive electronics — PLCs, servo drives, CNC controllers, instrumentation, data-acquisition systems — stable and low-noise. Functional earthing is what keeps a fab line from throwing intermittent communication errors at 2 a.m. It needs a separate, clean reference that bonds to the main earth grid through a controlled path, not through whatever metallic structure happens to be nearby. We design both layers together, with the bonding strategy decided up front — not bolted on after the panels are installed. For most factories this means a TN-S configuration at the LT side, a dedicated clean-earth bar for electronics, and equipotential bonding of all extraneous conductive parts per IS 732.
Functional earthing: Holds the reference potential of sensitive electronics — PLCs, servo drives, CNC controllers, instrumentation, data-acquisition systems — stable and low-noise. Functional earthing is what keeps a fab line from throwing intermittent communication errors at 2 a.m. It needs a separate, clean reference that bonds to the main earth grid through a controlled path, not through whatever metallic structure happens to be nearby. We design both layers together, with the bonding strategy decided up front — not bolted on after the panels are installed. For most factories this means a TN-S configuration at the LT side, a dedicated clean-earth bar for electronics, and equipotential bonding of all extraneous conductive parts per IS 732.